









摘要:在碳中和、碳达峰“双碳”目标的大背景下,我国燃料电池产业正拥有广阔的前景,其中PEMFC(ProtonExchange Membrane Fuel Cells质子交换膜型燃料电池)在氢燃料电池市场中占据了主导地位。对于燃料电池而言,其催化剂浆料的稳定性及粒度评估与催化剂处理工艺及性能息息相关,也对燃料电池的规模化制造至关重要。使用微射流高压均质机可以有效解决浆料团聚问题,使物料分散均一。Nicomp 3000动态光散射仪、AccuSizer 7000颗粒计数器的应用可以有效定位粒子是否团聚且量化大颗粒(Large Particle Count,LPC),在浆料工艺开发中起到“眼睛”的作用。而稳定性分析仪可以用数据直观地呈现浆料稳定性,为优化连续化涂覆工艺起到了至关重要的作用。
关键词:铂炭催化剂 浆料均一性 PEMFC工艺 涂覆工艺
一、 行业背景
根据E4tech的统计数据显示,2021年全球氢燃料电池中PEMFC(Proton Exchange Membrance Fuel Cells质子交换膜型燃料电池)系列产品占据着绝对统治地位,超过80%的市场份额由此贡献;PEMFC主要由膜电极组件(Membrane Electrode Assembly,MEA)和双极板(Bipolar Plate,BPP)组成,MEA是质子交换膜燃料电池的最核心组件,其主要构成是质子交换膜(Proton Exchange Membrane, PEM),催化剂层(Catalyst Layer,CL)、气体扩散层(Gas Diffusion Layer,GDL)其中,处于“心脏”地位的是催化剂,也称为“催化剂墨水”,占据45%以上的成本。

图1 PEMFC的结构图
膜电极是燃料电池电化学反应的场所,是燃料电池的技术、成本中枢,其占系统成本比例超30%。根据国金证券测算,2030年国内膜电极需求接近1千万平,对应市场规模接近350亿元。膜电极预计2030年市场规模约350 亿元。在下游系统、电堆已实现国产化批量供应的背景下,膜电极成为当前产业化的关键。1

图2 传统MEA制备流程示意图
MEA为PEMFC提供了多相物质传递的微通道和电化学反应场所。为了实现燃料电池商业化目标,需要制备高功能过滤密度、低Pt载量、耐久性好的MEA。催化剂是MEA的关键材料之一,可以显著降低化学反应的活化能。其活性直接影响到电池的性能。铂(Pt)因具有良好的催化活性、耐操作环境的稳定性和耐腐蚀性等特征,是常见的质子交换膜燃料电池催化剂,但由于铂的储量较低,成本较高,为降低铂的用量,控制成本,目前商业更多的是将具有催化活性的Pt颗粒均匀地分散在高比表面积的载体上,如碳材料,即我们常见的铂炭催化剂。
传统MEA的制备方法根据催化层支撑体的不同分为CCS(Catalyst-coated substrate)法和CCM (catalyst coated membrane)法。CCS制备MEA的优点在于制备工艺相对简单成熟,制备过程利于气孔形成,PEM也不会因“膜吸水”而变形。缺点是制备过程中催化剂容易渗透进GDL中,造成催化剂浪费和较低的催化剂利用率。CCM的和CCS工艺的主要区别是CCS法是将催化剂浆料直接涂覆在GDL中,CCM则是将催化剂浆料涂覆在PEM两侧。与CCS法相比,CCM法能够有效提高催化剂利用率、大幅度降低膜与CL之间的质子传递阻力,成为当前MEA制备的主流技术催化剂层的制备主要将催化剂浆料涂覆在GDL或PEM上,涂覆技术的发展基本是围绕着尽量降低浆料的使用量(节省成本)、浆料的颗粒度均一、涂覆均匀方面来发展。在整个MEA的制备过程中,催化剂浆料的制备、表征分析都是至关重要的。
二、应用场景
在PEMFC铂炭催化剂的研发和生产过程中,主要围绕如下几个方面来进行设计和研发。
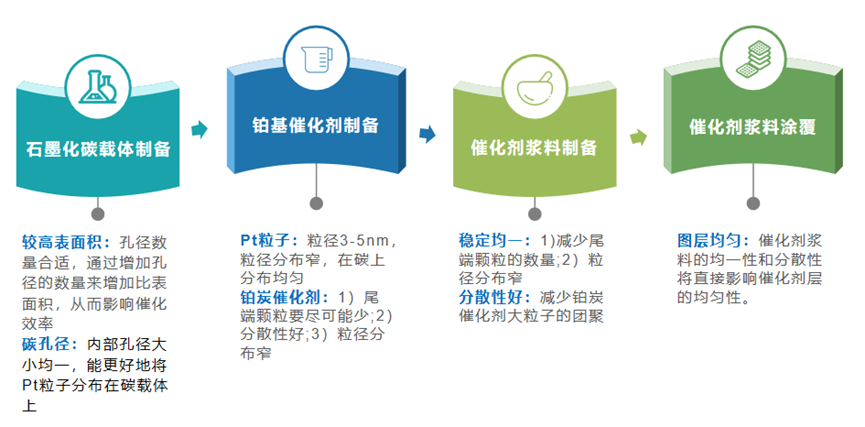
图3 PEMTC催化剂生产工艺流程图及制备关键点
PEMFC催化剂在工艺生产中,主要经历石墨化载体制备、铂基催化剂制备、催化剂浆料制备和催化剂浆料涂覆四个步骤。活性炭作为铂炭催化剂的载体,其孔径大小与孔径数量影响着铂粒子的分布与催化剂的催化效率。在铂炭催化剂制备时,除了需要控制铂纳米颗粒粒径在3-5nm、粒径分布窄、在炭上分散均匀外,还需对铂炭催化剂整体粒径与粒径分布进行控制和分析。催化剂层由催化剂浆料经过涂覆工艺形成,催化剂浆料的均一性和分散性将直接影响催化剂层的均匀性。
浆料生产过程中碰到的常见问题如下:
1.提高催化剂活性
降低催化剂的颗粒大小能有效地提高催化剂的催化活性,但催化剂颗粒在未经分散时容易产生大团聚物,催化剂颗粒大小增加,比表面积减小,催化活性减小。适当的分散能增加催化剂的活性,进而影响MEA的性能。
2.提高催化剂的稳定性和均一性
目前燃料电池用的铂炭催化剂要求铂纳米颗粒粒径在3-5nm、粒径分布窄、在炭上分散均匀,不含有害杂质(如Cl)。由于3-5nm铂纳米颗粒的表面能非常大,很容易团聚,因此制备铂纳米颗粒粒径在3-5nm、粒径分布窄、在炭上分散均匀的铂碳催化剂工艺难度非常大,这也是目前主要依赖进口的原因。
3.减少催化剂用量和提高利用率
(催化剂层)CL一直面临着阴极氧还原反应(ORR)反应动力学缓慢以及质量传输过电位过高的问题,造成这些问题的一个重要原因就是CL上催化剂团聚体中离聚物对Pt的覆盖,离聚物覆盖在Pt会减少催化活性位点造成ORR活性损失,而Pt表面高密度过厚离聚物层会导致质量传输过电位增加。这些都和CL上团聚体的结构密切相关。均一分散的催化剂浆料既能和涂覆工艺结合,尽量使涂覆层薄一些,也能提高催化剂的利用率。
4.连续性生产(稳定性)
分散的铂炭催化剂会随着时间的变化发生再聚集,分散的浆料需尽快进行下一工序形成催化基层,连续分散过程可以与催化剂浆料的涂布过程同步,允许在分散后立即使用催化剂浆料连续生产催化剂层。虽说在实际生产中连续生产可以解决部分问题,但是体系稳定的浆料可以大大降低工艺难度。
三、 催化剂浆料均一性的解决方案
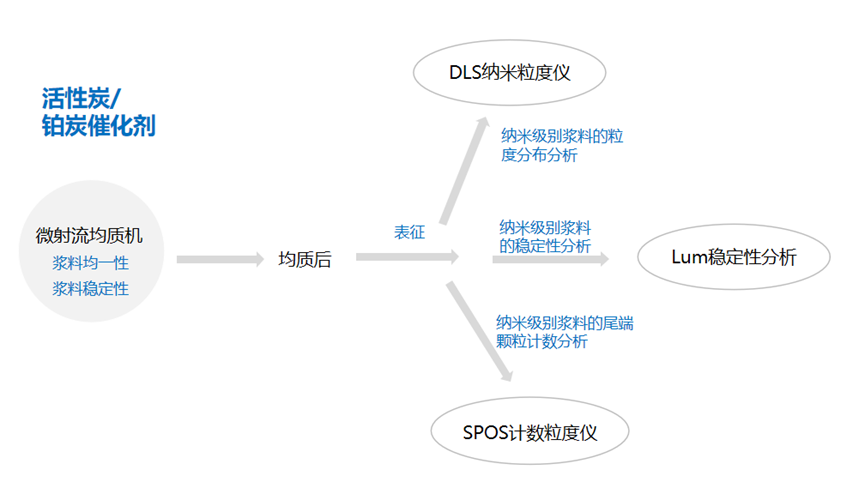
图4 解决方案图示
为解决铂炭催化剂浆料均一性与稳定性的问题,我们用PSI高压微射流均质机对铂炭催化剂的尾料进行分散均质处理,用Nicomp 3000 动态光散射分析仪、AccuSizerA7000计数粒度分析仪、Lum稳定性分析仪对铂炭催化剂尾料处理前后进行粒度分布分析、尾端颗粒计数分析、稳定性分析,以评估催化剂浆料在均质后是否更加均一稳定。
四、 具体案例分析
我们对未经处理的初始铂炭催化剂,使用Nicomp3000系列对它进行初步表征:
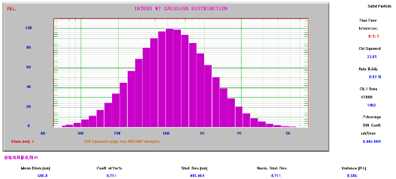
图5 铂炭催化剂的初始粒径(高斯分布)
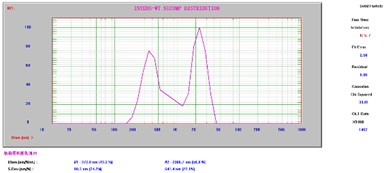
图6 铂炭催化剂的初始粒径(Nicomp多峰分布)
上图为未处理的铂炭催化剂平均粒径分布图(左侧高斯分布,右侧Nicomp多峰分布)。由图可知:未处理 的铂炭催化剂在高斯分布下粒度分布宽广,在Nicomp多 峰分布下,发现该铂炭催化剂存在372.8nm和2366.7nm的 两个峰,说明初始物料粒径分布不均一,多峰的存在可 能源于内部存在团聚情况。
1.对铂炭催化剂样品进行不同均质压力下的均质处理
选 用PSI-20高 压 微 射 流 均 质 机,分 布 用500bar、1500bar、2000bar三个压力对样品进行均匀三次,并进行粒度和稳定性分析,以此寻找最佳的均质压力。
2.对铂炭催化剂样品进行粒度分布分析
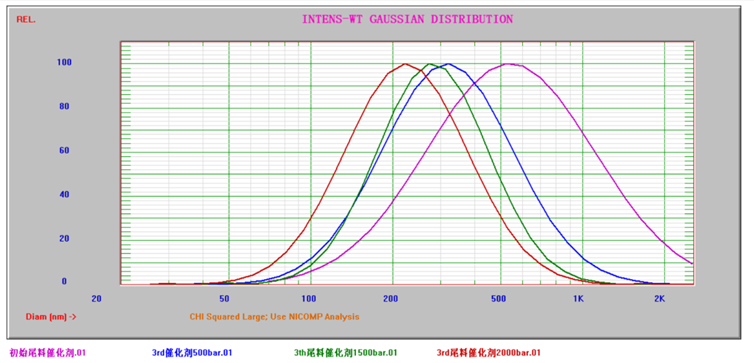
图7 不同压力下的粒径高斯分布图
(紫色线——初始物料;蓝色线——500bar均质3次;绿色线——1500bar均质3次;2000bar均质3次)
将初始物料,及500bar均质3次,1500bar均质3次,2000bar均质3次的样品进行平均粒径分布测试(Nicomp 3000系列),测试结果如上图所示。初始催化剂经过500bar,1500bar和2000bar均质3次后,得到的催化剂的平均粒径依次降至371.1nm,313.4nm,和256.3nm。说明,对此样品而言,随着均质压力的增加,物料整体的粒径 越低。一般来说,在合理均质次数内,均质压力越大, 均质后粒径越小。对该铂炭催化剂而言,均质3次的情况 下遵循此规律。高斯分布是动态光散射法的经典分布图。高斯分布可以展示出样品的平均粒径以及样品分布情况,峰的宽窄及跨度一定程度上反映了样品体系的均一性。本次谱图展现的是光强径的分布图,光强径是这一类仪器最原始的结果,另外仪器也可以给出体积径和数量径。为了进一步分析样品的粒度分布情况,下图展示了PSS的Nicomp多峰分布结果。

图8 不同压力下的粒径Nicomp多峰分布图
通过前面的Gaussian分布结果,可以发现催化剂的 平均粒径随压力增大,其粒径降低的效果也逐步提升。 在评估催化剂样品的平均粒径分布时,“高斯分布”的表征方式对于组分比较均一的样品较为合适,而此时我们发现在均质前后的检测结果中,“Chi Squared”值(即卡方值)较大——当Chi Squared超过3时,代表样品中存在多个组分,此时“高斯分布”的表征方式并不准确,软件提示使用“Nicomp多峰分布”分析方法。切换至Nicomp多峰分布后可以看到:Nicomp 是PSS独有的分布去卷积算法,更真实的反馈样品中粒度分布情况,帮助客户进一步判断体系组成成分。
通过 Nicomp 谱图来分析样品是否存在多粒径组分,如上图中所示,初始物料在500bar均质3次的情况下,Nicomp呈现多峰,且在几微米处有多峰;对比初始物料(紫色线)和500bar均质3次后结果(蓝色线),可以看到初始物料在300nm和800nm左右有峰。经过500bar均质3次后,在300nm左右有主峰,在30-100nm左右有一个小峰,说明500bar均质3次的情况下,将初始物料的样品进行的一定的粒度细化;同时在1μm-5μm有峰,原先800nm左右的峰消失了,说明虽然在500bar的均质压力下均质3次,对物料粒度进行了一定的细化,但是在1μm及以上处有几个小峰存在,这些峰的存在可能是由于500bar均 质3次 后 样 品体 系 稳定性 较 差,颗粒 非 常 容易“团聚”,故在大尺寸处有峰。
1500bar均质3次后Nicomp(绿色线)呈单峰,主峰在400nm左 右,在100-200nm有 鼓 包。而Gaussian分布在200-300nm左右。对比Gaussian和Nicomp分布结果可知,1500bar均质3次下,样品的均一性较佳。2000bar均质3次后Nicomp(红色线)呈单峰,主峰在400nm左右,在100-200nm有峰。而Gaussian分布在200左右。对比Gaussian和Nicomp分布结果可知,2000bar均质3次下,样品整体较1500bar粒径进一步降低,在Nicomp多峰下,100-200nm左右的峰型明显,但Nicomp粒径下主峰粒径较1500bar下更大。从粒径分布角度看,2000bar压力较1500bar压力而言,粒度整体细化能力更佳(2000bar均质3次下Gaussian分布平均粒径更小),但均一性方面稍差(2000bar均质3次下Nicomp分布有多峰)。
至此,Nicomp 3000系列动态光散射仪可对铂碳催化剂 的 粒 径 进 行“整 体”的 定 性 表 征,通 过Gaussian和Nicomp多峰分布对样品的整体有更全面的理解。除定性表征外,对于其少数的“尾端大颗粒”数量的进行定量分析也是至关重要。
3.对铂炭催化剂样品进行尾端大颗粒分析
将均质前后的Pt/C催化剂使用AccuSizer A7000 AD全自动颗粒计数仪进行颗粒计数分析,其结果展示了经过PSI-20高压微射流均质机处理前后催化剂“尾端”颗粒浓度及分布。(横坐标为粒径,检测范围:0.5μm-400μm,纵坐标为颗粒数量)
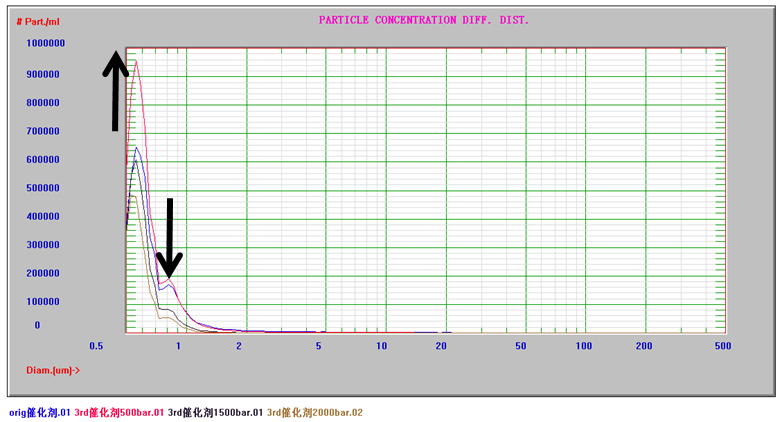
图9 不同压力下均质后的颗粒数分布
将“尾端”大颗粒的部分放大比对,PSI-20高压微 射流均质机的处理效果(尾端颗粒去除率)则明显展示出来。
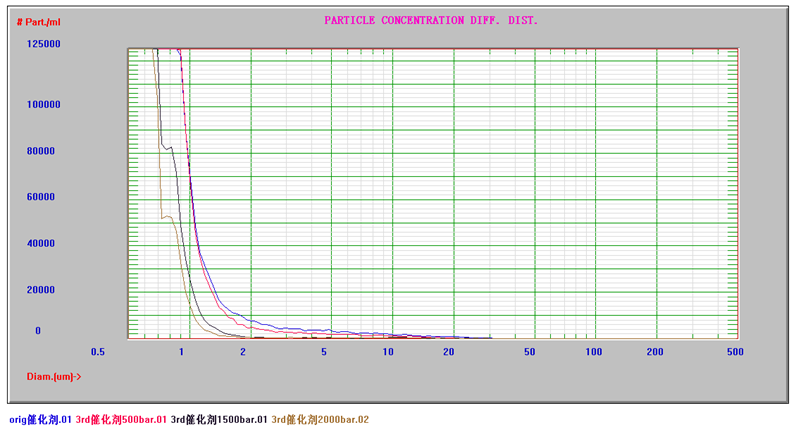
图10 不同压力下均质后的尾端大颗粒数
随 着 微 射 流 均 质 压 力 的 升 高 (500bar,1500bar,2000bar),催化剂尾端的大颗粒数量逐步减少,而在靠近500nm处的数量逐步升高。AccuSizer A7000 AD全自动颗粒计数仪采用的是单颗粒光学传感技术(SPOS),可对样品中的粒子进行单颗粒计数,可对500nm以上颗粒进行“一颗颗计数”,而这一检测结果也与动态光散射仪的定性表征结果一致(均质压力越大,Gaussian分布平均粒径越小)。500bar的压力下,0.5μm到1μm的颗粒分布是高于初始的催化剂浆料的,但尾端颗粒减少,与之前动态光散射仪的定性表征结果一致(500bar均质三次后的样品存在多峰分布);1500bar和2000bar的压力下,0.5μm到1μm的颗粒分布均低于原始催化剂,其中2000bar的效果较好。
综合看来,经1500bar和2000bar压力下均质后,催化剂浆料在0.5μm到1μm的颗粒分布和尾端大颗粒上,效果均较好,经2000bar压力均质后的催化剂浆料粒径分布和尾端大颗粒效果较好。
除通过谱图进行分析外,还可通过自定义通道进行针对性分析。设备具有512数据全通道,也可通过自定义通道进行分析,最高一次性设定32个自定义通道进行分析。下 表 仅 展 示4个 自 定 义 通,分 布 为 ≥0.99μm、≥2.01μm、≥5.02μm以及≥9.99μm。

表1 不同均质压力下的尾端大颗粒数据
均质后的粒径分布结果与样品初始状态息息相关,除了直观的通过动态光散射仪检测纳米平均粒径变化以外,尾端少数“大颗粒”的去除效果更为精细的展示了 “尾端大颗粒”的情况——往往铂炭催化剂中的这少量 尾端大颗粒影响了本身的性能及稳定性等。采用单粒子光学传感技术(SPOS)的激光粒度仪能够获得比传统的激光衍射仪(检测范围较宽,从0.03μm-3500μm)更为精准的分析结果,SPOS(单颗粒传感技术)通过一颗颗技术的方式进行检测,对极少数的大颗粒尤其敏感,其灵敏度较传统激光衍射仪而言,具有数百倍的提升。SPOS技术下可提供不同尺寸粒径下颗粒浓度的变化,如几颗/毫升、几十颗/毫升、几百颗/毫升,AccuSizer设备可轻松捕捉到。
4.对铂炭催化剂样品进行稳定性分析
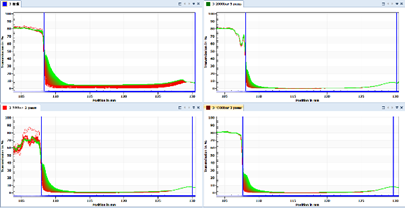
图11 催化剂浆料(不同压力)指纹图谱

图12 催化剂浆料(不同压力)不稳定性指数
谱图横坐标为离心管管长,纵坐标为透光率。谱图为模拟重力加速度下,样品本身颗粒变化导致透光率的变化过程。通过谱图可以看出,该样品本身有多种不同颗粒存在。模拟重力加速过程,这些颗粒呈现沉降变化趋 势。不稳定性指数越高,说明该样品在同样模拟条件 下,稳定性越差。相比未经处理的催化剂浆料尾料,均质后样品稳定性指纹图谱变得更密实,透光率变化更小,稳定性更好。其中2000bar均质后的稳定性最好,其次是1500bar和500bar。
5.结论
通过结合动态光散射仪、全自动颗粒计数仪以及Lum稳定性分析仪对Pt/C催化剂进行平均粒径、颗粒浓度、稳定性分析可以得出:使用意大利PSI-20高压微射流均质机进行处理后的铂炭催化剂,其粒径分布有着明显的减小(可至200nm以下)且分布均一,对于少数尾端大颗粒的去除效果同样非常出色。
五、推荐产品
1.PSI高压微射流均质机
品牌:PSI,奥法美嘉公司代理
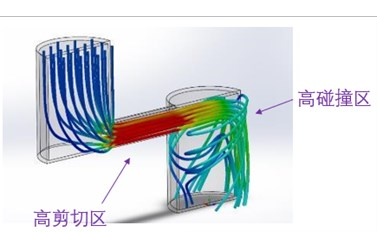
原理:高压微射流均质机通过电液传动的增压器使物料在高压作用下以极大的速度流经固定几何结构均质腔中的微管通道,物料流在此过程中受到超高剪切力、高碰撞力、空穴效应等物理作用,使得平均粒径降低、体系分散更加均一,由此获得理想的均质或乳化结果。
应用:对于不同领域的各类均质需求,大致可以归纳为“乳化型”以及“解团聚型”,针对燃料电池催化剂一般使用“Z”型均质腔,进一步对物料进行去团聚、松团作用,此过程更有利于降低粒径分布、去团聚、分散等作用。此外PSI还具有生产型,可满足铂炭催化剂的连续性生产。
 |
 |
|
图13 PSI原理 |
图14 高压微射流均质 |
2.Nicomp 3000 动态光散射分析仪
品牌:PSS,奥法美嘉公司代理
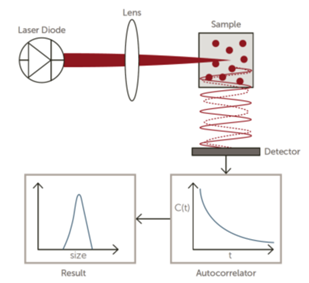
原理:纳米粒度仪采用动态光散射原理(DLS)检测分析样品的粒度分布。基于多普勒电泳光散射原理检测ZETA电位。其主要用于检测纳米级别及亚微米级别的体系,粒径检测范围0.3nm-10um,ZETA电位检测范围为+/-500mV。DLS从传统的光散射理论中分离,关注光强随着时间的波动行为。我们通过光强值的波动得到自相关函数,从而获得衰减时间常量τ,根据公式换算获得粒子的扩散系数D,再根据Stocks-Einstein方程计算粒径大小。
应用:用于分析浆料整体粒径分布情况(包括平均粒径、PI值、D90、D10等等),判断配方及工艺制备后粒径大小是否符合要求,催化剂浆料由不同尺寸的颗粒组成,浆料并不均一,Nicomp系列对体系不均一的样品可以提供多峰分布图对样品进行进一步分析。
 |
 |
|
图15 DLS原理图 |
图16 Nicomp 3000系列 |
3.PSS AccuSizer A7000系列
品牌:PSS,奥法美嘉公司代理
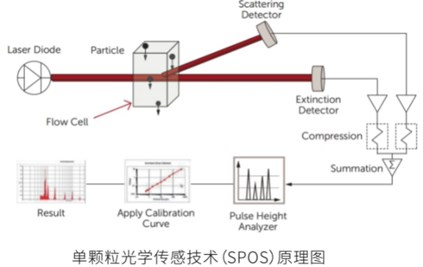
原理:单个粒子通过狭窄的光感区时阻挡了一部分入射光,引起到达检测器的入射光强度瞬间降低,强度信号的衰减幅度理论上与粒子横截面(假设横截面积小于光感区的宽度),即粒子直径的平方成比例。用标准粒子建立粒径与强度信号大小的校正曲线。仪器测得样品中颗粒通过光感区产生的信号,根据校正曲线计算出颗粒粒径。PSS开创性地通过光散射增加对小粒子的灵敏度,将单颗粒传感器的计数下限拓展至0.5μm。
应用:定量分析0.5μm以上颗粒粒径分布及浓度,弥补粒度分布仪器针对尾端少量颗粒不敏感性,从而判断均质工艺是否有效将尾端大颗粒进行控制。针对燃料电池PEMFC催化剂墨水在制备过程中,颗粒计数设备的作用有两点:1)确认样品前处理操作是否合理去除异常过大的尾端颗粒,避免在均质过程中堵塞均质腔。2)优化均质工艺,用于确认不同均质工艺条件下尾端颗粒的去除情况,及颗粒浓度分布的变化(由大颗粒转变成小颗粒)
此外,传感器检测范围标配0.5-400μm,可拓展至5000μm,可满足初始物料及不同均质工艺条件下物料的粒度检测需求。
 |
 |
|
图17 单颗粒光学传感技术(SPOS)原理图 |
图18 AccuSizer A7000系列 |
4.Lum稳定性分析仪
品牌:Lum,奥法美嘉公司代理
原理:使用STEP (Space-Time Extinction Profiles) 技术,将装好样品的样品管置于平行的单色短脉冲光束中,通过CCD检测器实时监测穿过样品后透光率变化。得到不同时间,不同位置下样品透光率谱图,从而分析样品在分离过程中的变化。采用加速离心的方式能够物理加速样品,直接且有效测试样品稳定性。最快可实现2300倍重力加速度。无需稀释或知道样品成分,只需要放入样品就可观察整个样品的指纹图谱,可分析样品不稳定的原因(如:分层、沉降或絮凝)加以分类和理解,并得知稳定性排序。同一时间可最多测试12个样品,此外,可实现4- 60℃范围内温控,适用范围广且省时省力。
应用:用于分析整体稳定性(包括不稳定性指数、指纹图谱、迁移速率、界面追踪,预估有效期等等),判断配方及工艺制备后体系稳定性是否符合预期要求。催化剂墨水稳定性与研发及后期生产使用尤为重要。在研发阶段,快速分析不同配方稳定性,可加速筛选及优化配方体系,加快研发进度。而在生产阶段,成品稳定性则与量产直接关联,如稳定性差,对大规模量产而言是非常大的挑战。此外,物理加速及温控可有效预估长期稳定性。
 |
 |
|
图19 STEP计数原理图 |
图20 稳定性分析仪仪器外观 |
参考文献:
[1] 2020.11.30 国金证券,行业深度研究,电池产业链系列报告十二。
[2] 王倩倩, 郑俊生, 裴冯来, 戴宁宁, 郑剑平. 质子交换膜燃料电池膜电极的结构优化[J]. 材料工程, 2019, 47(4): 1-14.
[3] 潘凤文. 基于石墨化载体Pt/C催化剂的膜电极性能衰减机理研究[D].吉 林 大 学 ,2021.DOI:10.27162/d.cnki.gjlin.2021.000596.
|
|